In today's fast-paced global economy, the logistics and shipping industry faces unprecedented challenges. One often overlooked but critically important aspect of ensuring product quality and customer satisfaction is the resilience of packaging against altitude-induced pressure variations. High Altitude Package Testing, especially using advanced acrylic vacuum chambers, has emerged as an essential methodology for maintaining packaging integrity across varied elevations, safeguarding products, reducing logistical risks, and enhancing consumer trust.
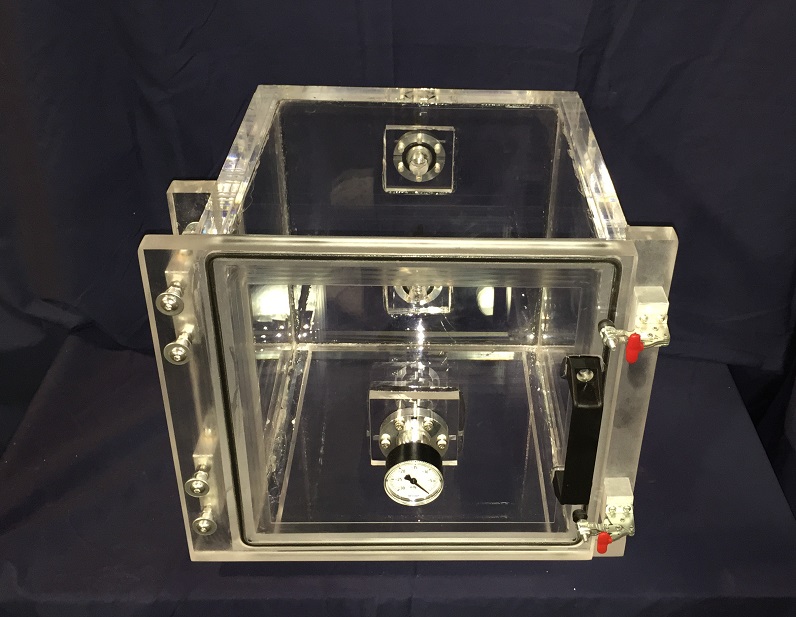
An Acrylic Vacuum Chamber can be used to simulate elevation very reliably to altitudes up to 60.9 km or 200,000 feet. This provides several advantages over other testing methods as acrylic is transparent and enables full view of interior during testing. In this article, we will give you a through guide on what can be done to eliminate the risk of packaging damage during shipments at high altitudes.
Altitude Simulation Test Chamber for Packaging and Shipping Studies
Transportation of products across varying elevations, whether by aircraft or over mountainous roads, creates unique challenges due to fluctuating atmospheric pressure. It’s essential to understand that as altitude rises, atmospheric pressure declines, a direct consequence of the thinning density of air molecules. At sea level, the standard atmospheric pressure averages approximately 14.7 psi (101.3 kPa). However, at 10,000 feet (around 3,048 meters), this pressure diminishes significantly to roughly 10 psi, dropping further at higher elevations. Packages sealed under the conditions prevalent at lower altitudes inevitably experience internal pressure build-up when transported to elevated altitudes, potentially causing seal failures or structural damage.
Why Does High Altitude Pressure Variation Matter?
This seemingly simple phenomenon can have significant consequences for packaging integrity. When the external pressure around a package decreases, gases and air trapped inside expand, creating internal stresses. Such pressure discrepancies often lead to failures such as compromised seals, leaks, or complete structural rupture. Products most vulnerable to these stresses include liquid-containing containers, pressurized canisters, pharmaceuticals, food items, electronic components, and medical devices. For industries shipping sensitive materials or hazardous substances, package failure isn’t merely inconvenient, it can be dangerous, costly, and harmful to the company's reputation.
In fact, according to recent reports from the Federal Aviation Administration (FAA), approximately 65% of failures in plastic and metal packaging and 23% of failures in glass packaging during air transportation result directly from altitude-induced pressures. These statistics highlight the necessity for rigorous altitude simulation testing across various industries, from pharmaceuticals and medical supplies to electronics, food and beverage, and hazardous materials transportation.
Vacuum and Pressure Definitions
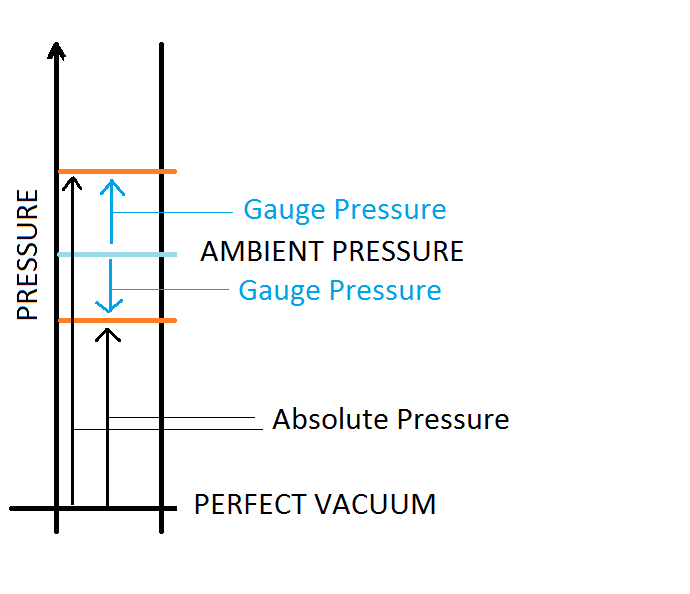
In the realm of atmosphere, pressure, and vacuum, there are few definitions:
1. Perfect Vacuum: is the absence of all air. A perfect vacuum, if such thing even exists, is the absence of air, or any molecules. There is nothing, only space.
2. Vacuum: is the absence of some air; essentially any air within the system that has a lower pressure than the gauge pressure is considered a vacuum.
3. Gauge Pressure: is the pressure referenced to ambient pressure. This differs based on altitude.
4. Absolute Pressure: is the pressure referenced to perfect vacuum.
5. Ambient Pressure: is the pressure of the surrounding environment, this turns out to be 14.7psi at sea level or roughly 10 psi at 3100 meters.
Gauge Pressure = Absolute Pressure (Referenced to Vacuum) – Ambient Pressure (referenced to surroundings)
When Gauge Pressure is negative, we have a vacuum or lower pressure. On the other hand, when Gauge Pressure is positive, we have high pressure.
The Clear Advantages of Acrylic Vacuum Chambers

To effectively mitigate altitude related packaging issues, manufacturers are increasingly turning to acrylic vacuum chambers for altitude simulation testing. These chambers offer substantial advantages over conventional metal or steel chambers. Primarily, acrylic vacuum chambers deliver transparency, enabling full visual inspection throughout the testing process. Operators can readily detect issues like leaks, structural weaknesses, or deformation in real-time. Such immediate visibility significantly enhances testing accuracy and operational efficiency, allowing companies to swiftly correct packaging issues and reduce costly product damage during transit.
Additionally, acrylic chambers are highly durable, able to withstand rigorous and repeated testing cycles without significant degradation. This resilience translates into long-term operational cost savings, further cementing the chamber’s position as a superior choice for altitude simulation testing.
Industry Compliance: The Essential Standards
Compliance with established industry standards is essential to guarantee product safety and packaging reliability during transport. ASTM D6653 and 49 CFR 173.27 represent foundational benchmarks in high-altitude package testing.
ASTM D6653 (Standard Test Methods for Determining the Effects of High Altitude on Packaging Systems by Vacuum Method) is specifically designed to assess package performance under simulated altitude conditions. This test method prescribes detailed protocols for conditioning, vacuum exposure, pressure levels, and inspection to reliably evaluate packaging durability.
Similarly, compliance with 49 CFR 173.27 is mandatory for air transport within the United States. This regulation stipulates requirements for maintaining package integrity under air transport conditions, ensuring safety and preventing incidents involving hazardous materials or expensive product loss.
High Altitude Shipments
Most packages transported over long distances, will experience a change in altitude one way or another. In the United States, ground shipments passing through the Rocky Mountains may experience altitudes as high as 3,658m or 12,000ft. On the other hand, packages transported by cargo airplanes are pressurized to altitudes of 2500m or 8,000ft. Feeder Aircrafts, which are not pressurized, operated by USPS, UPS, FedEx, and other carriers, have been recorded to fly up to elevations of 6000m or 20,000 ft.
As stated previously, the Federal Aviation Administration has observed that closure or seal failures in plastic and metal packages, induced by high altitude transport, accounted for 65% of all packaging failures; for glass containers, seal and closure failures accounted for 23% of all package failures.
Based on these finding, it is evident that a high altitude shipping study must be performed on all packages, which will be transported by ground or air. Note that if the test is impractical to perform on each package, a periodic in-process test protocol must be performed. At the very least, the packaging process must be qualified, validated, and requalified to ensure packaging quality.
As a consumer, these package failures can be frustrating or amusing due to spillage of products all over the place. However, that frustration is shared by the packager not in the form of amusement, but in the form of frustration realized in spilled dollars due to damaged products, customer complaints, or bad reputation. Most importantly, these package burst failures can become a real liability if the transported material is hazardous. The packager must be assured that packages, package seals, and package closures will not fail during transport at high altitudes.

Strategic Altitude Simulation: Key Steps for Optimal Results
Effective altitude simulation using an acrylic vacuum chamber requires careful adherence to established procedures to yield accurate, actionable insights. A typical altitude test scenario involves several critical stages:
Firstly, packages must be conditioned under carefully controlled temperatures, generally at approximately 20°C (68°F), for at least 24 hours. This step ensures uniform internal conditions reflective of typical shipping environments.
Next, the conditioned packages undergo vacuum exposure within the acrylic chamber. The vacuum system progressively simulates altitude increases, typically to levels seen during actual transportation such as reaching an internal absolute pressure corresponding to elevations around 20,000 feet (approximately 46.6 kPa or 349 Torr).
The packages remain under these vacuum conditions for predetermined durations, often ranging from one to five hours. These durations are carefully chosen to simulate realistic transit times that packages may experience in flight or ground transport.
Once the vacuum phase concludes, packages undergo detailed inspection. Technicians carefully examine each package for signs of damage or deformation, closely documenting findings to ensure traceability and support data-driven packaging improvements.
Real-World Implications: Case Studies and Application Insights
Real-world data continually reinforces the value of altitude simulation testing. For instance, packages traveling across mountainous routes within the U.S., such as through the Rocky Mountains, routinely encounter altitudes exceeding 12,000 feet (3,658 meters). Similarly, many smaller feeder aircraft employed by USPS, FedEx, and UPS operate at altitudes around 20,000 feet, frequently without pressurization systems. Accurate altitude simulation tests allow manufacturers to anticipate and mitigate packaging failures in these real-world scenarios.
For instance, companies regularly shipping sensitive liquids or gases have dramatically reduced product failure rates by utilizing acrylic vacuum chambers in altitude testing, resulting in substantial cost savings, increased consumer trust, and minimized reputational risk.
Testing your packages for High Altitude Shipments
There are several test protocols and methods which appropriately test your package seals for reliability at higher elevations or low pressure environments. We will talk about three testing methods. The main goal of your high altitude test is to essentially simulate the elevation of your packages. During your package testing, a representative study must be performed where the pressure at elevation, the transit time, and the temperature must be taken into account.

Testing Method 1: Recommended High Altitude Packaging Test Protocol
Determine the extreme conditions at which your packages will be transported. For example, your packages will be transported at a temperature of 20 Degrees Celsius or 68 Degrees Fahrenheit, at a maximum Altitude of 6000m (20,000ft) for a maximum of 5 hours. In order to get a statistically significant result, a sample size of 40 to 100 samples should be selected.
Step 1: Seal, close, or package your shipments in the same way they are packaged. You want to be as close to your packaging procedure as possible.
Step 2: Let your packages settle for 24 hours in a room which is properly temperature controlled. You may want to use an temperature controlled oven. This process is known as temperature conditioning.
Step 3: Place your samples in an acrylic vacuum chamber and pull the absolute pressure vacuum equivalent of 20,000 ft.; in your example, this corresponds to 349 Torr, or 6.75psi, or 46.6 kPa, or 13.8 in Hg. Keep in mind that the Gauge Pressure and the Absolute Pressure are different as mentioned previously, we are talking about absolute pressure here.
Step 4: Once your target vacuum has been reached. Close the vacuum valve and hold that vacuum for 5 hours – may be more or less based on your requirement. It is 5 hours in our example.
Step 5: After your packages have been present inside the vacuum for your required time, release the vacuum and inspect your packages for seal, closure, or package failures.
Testing Method 2: ASTM D6653 / D6653M - Tests such as the Standard Test Methods for Determining the Effects of High Altitude on Packaging Systems by Vacuum Method.
Step 1: Select your vacuum chamber which capable of appropriately withstanding 1 atm pressure differential across the walls. The vacuum gauge must be sealed to the chamber and capable of a vacuum range from 0 to 100 kPa or 0 to 30in Hg. Click here to purchase your vacuum chamber for the ASTM D6653 test.
Step 2: Determine your sampling method which should be representative of your sample to permit adequate determination of performance. If you cannot determine a good sample size, at least 3 representative samples must be selected for performance evaluation.
Step 3: Test specimen must be conditioned to 5.6 +/- 2 Degrees Celsius for 24 hours prior to testing. Test specimens must also be tested at 5.6 +/- 2 Degrees Celsius.
Step 4: Place the Test Specimen into the Vacuum Chamber and turn the vacuum source by making the vacuum rise by 1000 ft or 305 m for every 30 to 60 seconds until the appropriate pressure/vacuum is achieved.
Step 5: Attain a pressure equivalent of 4,877 m (16,000 ft) +/- 5%; this correspond to an absolute pressure of 412 Torr, or 7.96 psi, or 56.3 kPa, or 16.22 in Hg. An elevation of 4,267m or (14,000 ft) may be aimed for if 4,877 m is not achievable or inappropriate; this corresponds to an absolute pressure of 446.53 Torr, or 8.63 psi, or 59.5 kPa.
Step 6: Maintain the achieved vacuum for 60 minutes.
Step 7: After the 60 min vacuum hold time has elapsed, release the vacuum at a rate of 1000 ft or 305 m for every 30 – 60 seconds.
Step 8: Once vacuum has been released, open the chamber, and examine your specimen for damage or deformation.
For more details, refer to: ASTM D6653 / D6653M - Tests such as the Standard Test Methods for Determining the Effects of High Altitude on Packaging Systems by Vacuum Method.
Testing Method 3: 49 CFR 173.27 - General requirements for transportation by aircraft.
Step 1: Obtain a representative packaging sample with a statistically significant sample size.
Step 2: Create a Vacuum with an internal pressure which produces 75 kPa (11 psig) or more for liquids in Packing Group III of Class 3 or Division 6.1; or 95 kPa (14 psig) for other liquids; or as per CRF requirements.
Step 3: The vacuum hold time must be representative of the transportation environment – one hour is generally a good vacuum hold time.
Step 4: After one hour has elapsed, release the vacuum, remove the packages, and inspect for failures such as torn seals, leaks, etc..
For more details, refer to: 49 CFR 173.27 - General requirements for transportation by aircraft.

Innovative Applications of Acrylic Vacuum Chambers
Beyond standard package integrity evaluations, acrylic vacuum chambers offer additional versatile applications. For instance, they are effectively utilized in quality assurance programs for packaging material selection and qualification, helping packaging engineers identify superior materials capable of withstanding altitude-induced stresses. Additionally, these chambers have been employed in research and development scenarios, testing novel packaging designs or new sealing technologies under realistic conditions prior to market entry.
Best Practices for Implementing High Altitude Testing
To achieve maximum benefits from altitude testing, industry professionals should adhere to these best practices. Ensuring realistic test conditions, including replicating actual sealing processes used in production, provides accurate reflections of real-world scenarios. Precise temperature control throughout the conditioning and testing phases (typically maintained at 5.6°C ± 2°C) significantly improves test reliability. Moreover, thorough documentation of all testing parameters and outcomes—including exact pressure settings, hold durations, and detailed observations of package conditions—enables meaningful data-driven decisions and continuous improvements in packaging strategies.
Ensuring Compliance and Enhancing Competitiveness
Adopting systematic altitude testing aligns organizations with best practices in the industry, positioning them competitively. Companies consistently implementing rigorous altitude testing have reported noticeable improvements in their logistical efficiencies, fewer customer complaints, and higher overall satisfaction rates. As regulatory bodies worldwide continue to tighten packaging safety standards, businesses investing in thorough altitude simulations will find themselves better prepared and strategically positioned in the market.
Concluding Thoughts: Elevating Your Packaging Strategy
Integrating comprehensive high altitude testing practices using acrylic vacuum chambers into standard quality assurance processes presents clear advantages. From reducing the financial burden associated with package failure to ensuring regulatory compliance, the benefits are substantial and measurable. Companies that proactively engage in sophisticated package testing are not only protecting their products but also safeguarding their reputations, providing peace of mind to stakeholders and consumers alike.
For companies aiming to exceed industry standards and build enduring customer trust, investing in advanced altitude testing solutions is not merely beneficial, it is essential. Explore the cutting-edge potential of acrylic vacuum chambers today, and take the next significant step towards excellence in packaging reliability.
Related Articles:
■
Altitude Test Chamber, How Vacuum Chambers Simulate High Altitudes
■
Altitude vs Pressure and Vacuum
■
Table: Altitude vs. Pressure and Vacuum (Abbreviated).pdf