Vacuum Storing of Pharmaceutica Products
A pharmaceutical manufacturer contacted us to build them a large vacuum storage system for their pharmaceutical products.
They were looking for as much footprint as possible which is why they got a two-chamber system from us. They needed a total of 6 shelves per chamber including trays. Finally, they were looking to have both chambers to be placed on a table frame assembly with lockable swivel casters.
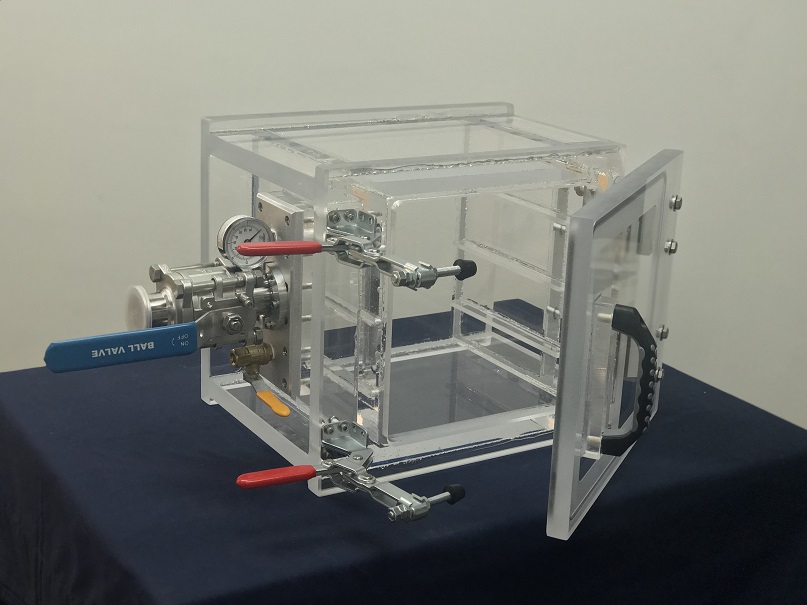
What you are seeing is a two chamber system, each chamber is our 20 inch cube acrylic vacuum chamber, front load hinged door. Each chamber can be accesses independently while the other is under vacuum. The trays can be easily loaded and unloaded. This whole system can also be moved to anywhere in their facility.
If you are looking for a vacuum storage system similar to this one, CONTACT US
Vacuum Storing of Medical Supplies
After we shipped the first system, not even two weeks passed by and we got contacted by a medical supplies manufacturer located on the Eastern Coast of the United States was looking for a practical solution to vacuum store their medical supplies after they have already been manufactured and vacuum sealed on site. As we talked, and listened to their requirements, we quickly realized that they were looking to get the exact same system we just build. We said that: “You know what, according to what you are looking for, we have exactly what you need because we just shipped a similar system to a pharmaceutical company” We then sent them the images and they were amazed, what a coincidence, what were the chances?
However, their challenge was that the shelf life time of their products would start to tick right after the product was vacuum packaged. The dilemma they faced was that their medical products were application specific and ordered at unpredictable or occasional intervals. There was no way to predict when the next batch order would come in; this led to manufacturing delays and strained their production schedule, resources, and manpower.
The sole determinant of the shelf life was the vacuum of the package after it had been sealed. One solution would be to select a non permeable material, the issue with that was that the material was a part of the product shell, and there were no alternatives. Therefore the only solution to their shelf life challenge would be to manufacture the product at a convenient time, vacuum seal it, vacuum store it, and then ship it to their customer after the order has been placed.
The dimensions of their finished goods ranged from 2 to 12 inch having a thickness of about 0.75 inch. The vacuum repository specification requirements for their product were at 2 Torr or better. These requirements made storing their medical products in an acrylic vacuum chamber an ideal, cost effective, and efficient solution.
Check out some of our other cool projects we did here: OUR WORK
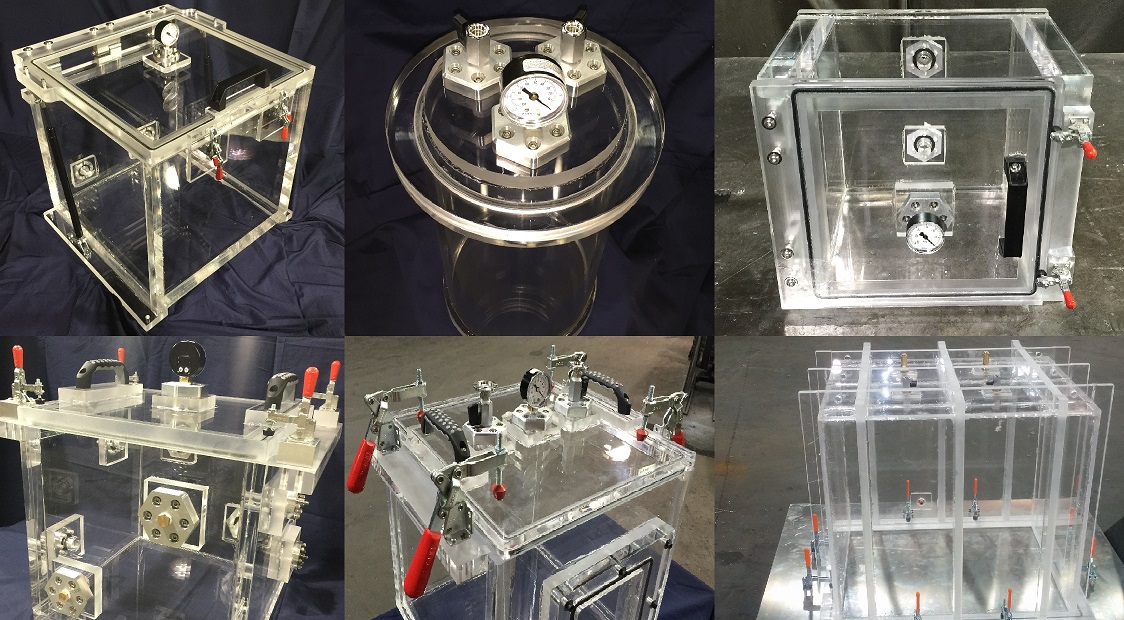
Why Use an Acrylic Vacuum Chamber?
One of the many advantages of using an acrylic vac chamber is that it is a much better bargain when compared to metallic vacuum chambers if the desired vacuum levels are low vacuum applications of between 0.075 Torr to atmosphere. In addition, the clear acrylic walls of the vacuum chamber make it a practical solution because it allows for full viability of the product during vacuum storage procedures. You can find out more advantages use Acrylic Vacuum Chamber by reading our In-Depth Review on Acrylic Vacuum Chambers.
This is practical when a product inventory is performed - the medical supplies can be kept in the acrylic chamber without the loss of vacuum.
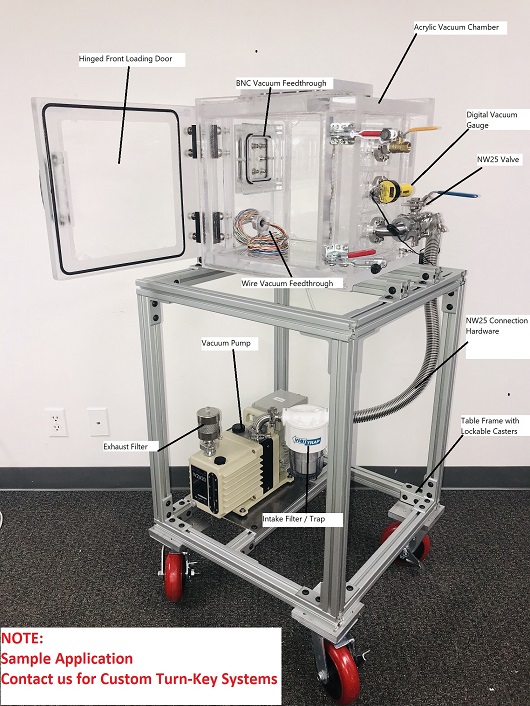
They came to us and asked us to build a vacuum storage system which consisted of two large acrylic vacuum chambers, a vacuum pump, and a controller which would turn the vacuum pump on and open the vacuum valve if the vacuum levels dropped below 2 Torr. Each of the vacuum chambers needed to be accessible by the operator from the front of shelf assembly rack. The whole assembly would be arranged having one chamber sitting on top of the other, the table frame assembly came with locking casters.
Vacuum Controlled Storage System

We build a vacuum storage assembly as shown. The whole rack assembly consisted of a total of six shelves. We placed the vacuum pump on the lowest shelf. The HMI controller (not shown in image), which controls the vacuum in each of the chambers as well as the venting of the vacuum and vacuum pump-down was placed on the side of the rack.
The HMI shows the vacuum level in Torr for each of the six chambers. There are two commands per chamber; one is for venting the chamber, the other one is for vacuum the chamber. When the vent button is pushed, the vent valve opens and vacuum is released from the chamber. When the vacuum button is pushed, the vacuum valve opens and the chamber is pumped down to 1 Torr. The pump is then shut down after vacuum valve has been closed. As time progresses, due to the permeability of acrylic, the vacuum chamber will lose vacuum. Once the vacuum level in the chamber has reached 1.90 Torr, the vacuum pump is turned on, and the vacuum valve is opened, enabling a pump-down of the vacuum chamber to 1 Torr once again. This process will go on ad infinitum. Do you have a need to vacuum store your products? We would be happy to help you with your vacuum storage requirements and needs. We have a wide selection of standard acrylic vacuum chambers for you to choose for your application. We can also design and make your own custom acrylic chamber at a price our competitors will be unable to match. Not only do you get the highest quality products, you are also provided with generous service during the lifetime of the product.
We have many more resources on our website that you should check out
Our clients prefer to work with us because we are Experts in Vacuum Science and Technology. You should check out some of our other items we carry; click on the links below.


Complete List of Articles Related to Acrylic Vacuum Chambers