This article delves into the intricate world of vacuum pumps, exploring not only their mechanics but also the broader spectrum of equipment designed to create and sustain vacuum within enclosed systems and chambers. We will examine the principles behind vacuum generation, the intricacies of pump-down processes, and the critical role of pump horsepower in achieving optimal performance. Designed as a comprehensive and practical guide, this article aims to equip you with the knowledge necessary to make informed decisions when selecting the ideal vacuum pump for your specific application.
Vacuum Pumps
At its core, a vacuum pump is a device engineered to create a vacuum by reducing pressure within a confined space. A vacuum is defined as a state in which the pressure is lower than the surrounding ambient pressure, establishing a differential between two systems. A common misconception is equating vacuum with an "air pull," when in reality, the pull is merely a consequence of the vacuum, not the vacuum itself. This effect occurs because air from the higher-pressure environment naturally flows into the lower-pressure region, driven by the fundamental principle of pressure equalization.
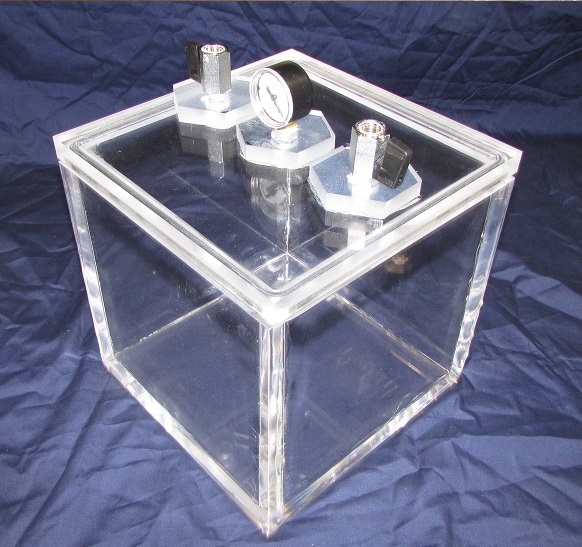
According to the Ideal Gas Law, pressure is directly proportional to the number of molecules within an enclosed system. By systematically removing air molecules from a sealed environment, such as an Acrylic Vacuum Chamber, a vacuum is created, enabling controlled pressure conditions for various industrial and scientific applications.
Classification of Vacuum Pumps
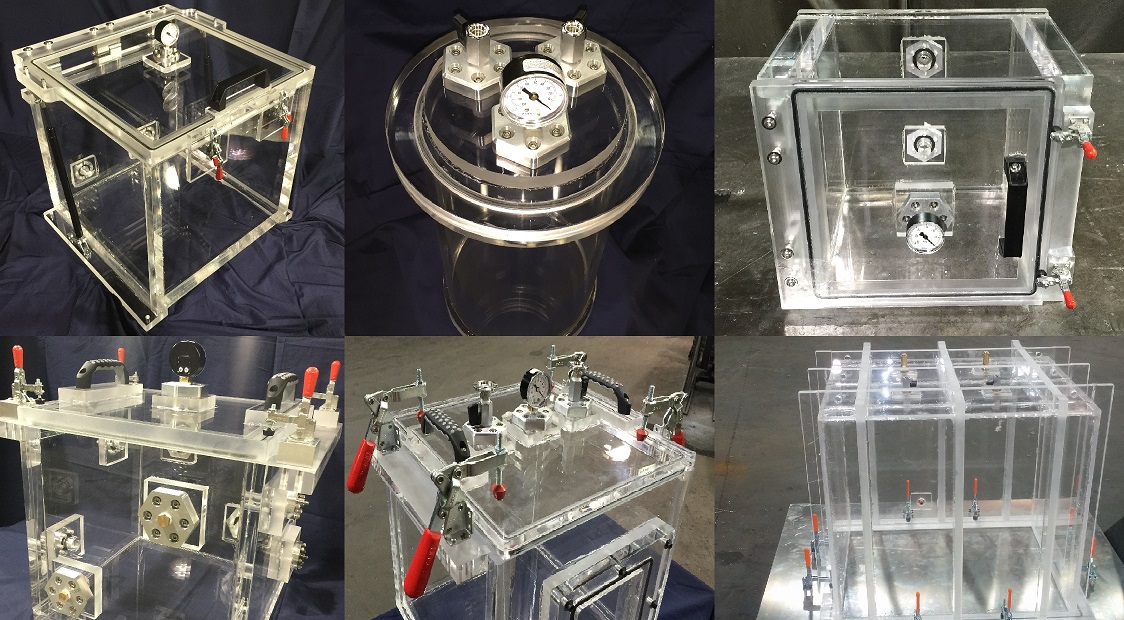
Vacuum pumps exist in an extensive array of designs, each tailored for specific applications, ranging from industrial-scale systems to precision laboratory instruments. A comprehensive analysis of every type would span countless pages, detailing the intricate mechanisms that define their operation. However, for the sake of clarity and practicality, this discussion will focus exclusively on vacuum pumps best suited for Acrylic Vacuum Chamber. By narrowing our scope, we ensure a precise and insightful exploration of the most effective options for achieving controlled vacuum conditions within these specialized enclosures.
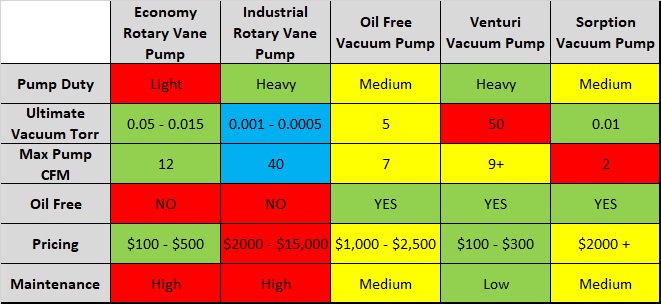
Rotary Vane Pump
Among the vast selection of vacuum pumps available today, the rotary vane pump stands as the most widely utilized choice across a diverse range of applications. With an extensive variety of vacuum pump designs in existence, the rotary vane pump remains a cornerstone of vacuum technology due to its efficiency, reliability, and versatility. Oil-sealed rotary vane pumps are categorized into two primary configurations: single-stage and dual-stage, each offering distinct advantages depending on the required vacuum depth and operational demands.
Single Stage Rotary Vane Pump
The single stage rotary vane pump operates with an eccentric rotor immersed in oil, a design that enhances sealing efficiency and minimizes internal leakage. As the rotor rotates, precisely engineered vanes slide smoothly along the inner surface of the housing, maintaining constant contact to create a dynamic seal. This motion generates positive displacement, progressively evacuating air and establishing a controlled vacuum environment. With an ultimate vacuum rating reaching approximately 0.15 Torr (150 microns), the single stage rotary vane pump delivers reliable performance for applications requiring moderate vacuum levels with consistent operational stability.
Dual Stage Rotary Vane Pump
The dual stage rotary vane pump is designed to operate through a two-stage process, optimizing its ability to achieve deeper vacuum levels with superior efficiency. The initial stage focuses on pumping down the system, progressively reducing pressure, while the second stage functions as the exhaust phase, expelling the remaining gas and further refining the vacuum. This sequential operation allows the dual stage pump to excel in high-vacuum applications, significantly outperforming its single stage counterpart as the required vacuum depth increases. With the capability to reach an ultimate vacuum of 0.001 Torr (1 micron), this pump stands as an essential tool for applications demanding exceptional vacuum performance and precision.
Advantages of Rotary Vane Pumps
One of the most significant advantages of rotary vane pumps lies in their widespread availability and accessibility, making them a go-to choice for a broad range of applications. These pumps require nothing more than an electrical connection to operate, allowing for a straightforward and hassle-free setup. Simply plug it in, activate the switch, and the system immediately begins generating a reliable vacuum. Even budget-friendly dual-stage models can achieve vacuum levels as low as 100 microns, a performance that is remarkable given their affordability. Higher-end variants push the limits further, reaching an impressive 1 micron. In addition to their efficiency, rotary vane pumps are known for their ease of maintenance and straightforward servicing, ensuring long-term reliability with minimal operational downtime.
Disadvantages of Rotary Vane Pumps
While rotary vane vacuum pumps offer reliable performance, they come with certain drawbacks that must be considered. Noise levels can be a concern, as these pumps tend to generate noticeable sound during operation. Additionally, vacuum pump oil requires regular maintenance, and managing oil changes can be inconvenient. Spillage or improper handling may lead to unwanted messes, adding to operational upkeep.
Cost variation is another factor to keep in mind. High-end rotary vane pumps can demand an investment of several thousand dollars, whereas budget models, while initially affordable, often suffer from reduced longevity and may fail after only a few months of use.
Exhaust emissions present another challenge. Since oil is essential for sealing the vanes and sustaining vacuum levels, internal operation inevitably produces an oil mist. This mist is then expelled into the surrounding environment, making rotary vane pumps less suitable for clean rooms, enclosed laboratories, medical applications, food processing, and other settings where air purity is a priority. While installing an exhaust filter can significantly reduce emissions, it does not eliminate them entirely.
Rotary vane pumps generally fall into two distinct pricing categories. Economy models range between $100 and $1,000, offering a cost-effective solution for basic applications but often at the expense of durability. Industrial-grade variants, built for higher performance and longevity, can range from $1,500 to $15,000, reflecting their superior construction and capabilities.
Aspirator Vacuum Pump - Venturi Pump
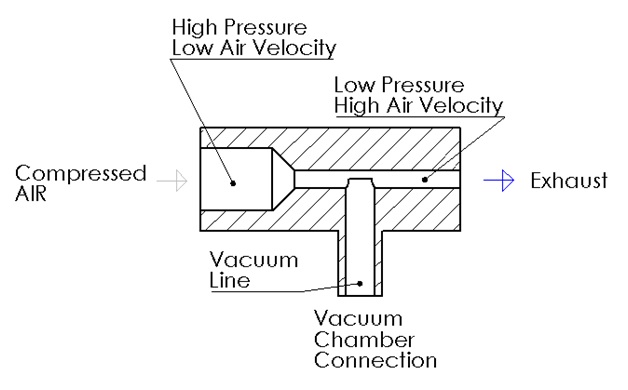
An aspirator vacuum pump operates based on the principles of the Ideal Gas Law, utilizing the Venturi effect to generate a pressure differential. This effect occurs when air molecules are forced through a constricted section of a pipe, increasing velocity while decreasing pressure. By strategically positioning orifices at both the wider and narrower sections of the pipe, a Venturi pump is created, efficiently inducing a vacuum through simple yet effective fluid dynamics.
Advantages of a Venturi Pump
One of the most notable advantages of a Venturi pump lies in its simplicity and durability. With no moving parts, it is virtually indestructible and requires minimal maintenance. Constructed from solid metal, it functions effortlessly when connected to a compressed air line, producing a reliable vacuum without the need for electrical power or complex components. Additionally, its affordability makes it an attractive option for applications requiring a cost-effective vacuum solution.
Disadvantages of Venturi Pumps
Despite its robustness, the Venturi pump has limitations. Its reliance on compressed air means that continuous operation requires a steady supply of pressurized gas, adding to operational costs and infrastructure requirements. Furthermore, its ultimate vacuum capability is restricted, unable to achieve pressures lower than 80 Torr (80,000 microns) absolute pressure. This constraint makes it unsuitable for applications demanding high-vacuum environments, limiting its effectiveness in precision scientific, industrial, and laboratory settings.
Oil Free Vacuum Piston Pump

The oil-free vacuum piston pump is designed for applications where exhaust emissions must be strictly controlled. This makes it an ideal choice for laboratory environments, clean rooms, and any setting where air purity is critical. Unlike traditional oil-sealed pumps, this system operates without producing oil mist or other contaminants, ensuring a cleaner workspace.
Advantages of Oil Free Vacuum Piston Pump
A key advantage of an oil-free pump is its ability to function in enclosed spaces without releasing oil or water mist into the environment. Traditional rotary vane pumps, by contrast, can accumulate deposits on surrounding surfaces, potentially leading to contamination over time. This makes oil-free pumps particularly well-suited for precision applications where maintaining a sterile or particle-free atmosphere is essential.
Maintenance is another benefit. Without the need for continuous oil level monitoring or refilling, operational upkeep becomes significantly simpler, reducing both downtime and long-term servicing requirements.
Disadvantages of Oil Free Vacuum Piston Pump
While offering cleaner operation, oil-free piston pumps are not capable of achieving deep vacuum levels. Their absolute pressure ratings typically range between 5 Torr and 60 Torr, falling significantly short of the vacuum depth attainable with a rotary vane pump, which operates at two orders of magnitude lower pressure.
Another limitation is airflow capacity. Oil-free piston pumps generally provide a lower cubic feet per minute (CFM) rating, with free air displacement typically between 0.55 and 8 CFM. This makes them less effective for applications requiring rapid evacuation of large volumes.
In terms of cost, oil-free piston pumps are positioned between economy and industrial-grade rotary vane pumps. While they tend to be less expensive than high-end rotary vane models, they often cost several times more than entry-level rotary vane alternatives, making them a more significant investment for applications requiring oil-free operation.
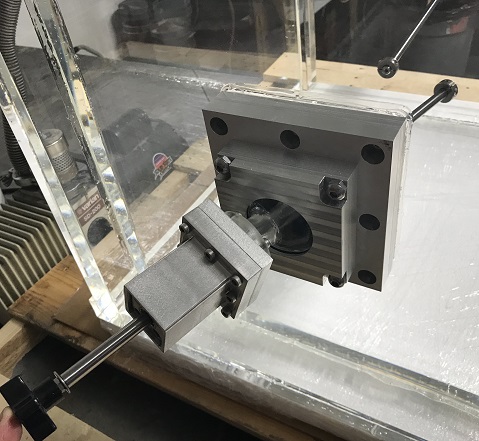
Vacuum Chamber and Pump Connection Hardware
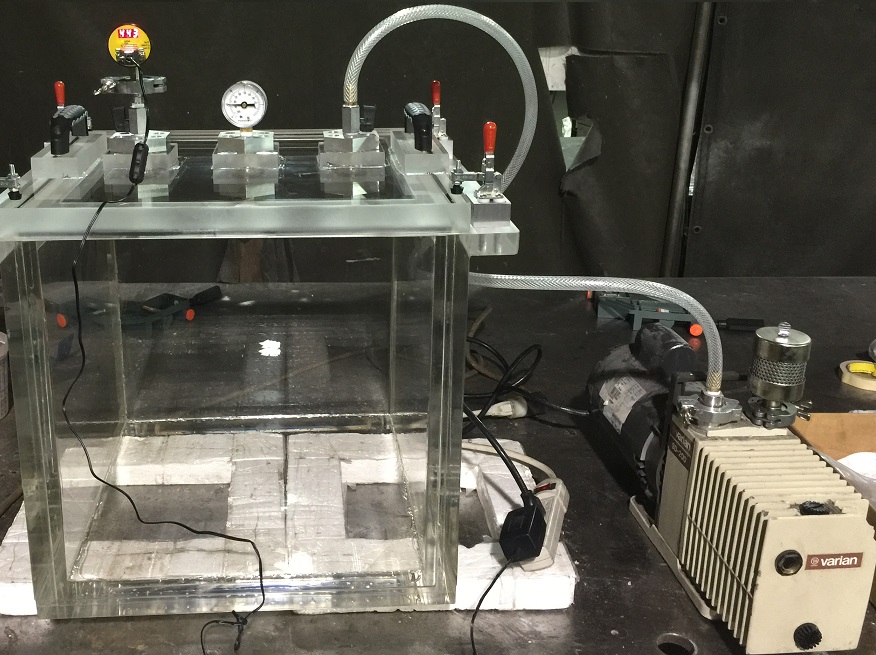
Optimizing the connection between the vacuum chamber and the vacuum pump is critical for achieving efficient evacuation speeds and reaching lower pressure levels quickly. The primary bottleneck in this process often lies in the hardware used to link the two components. Even with a high-capacity vacuum pump, an improperly sized or inefficient connection can significantly hinder performance, reducing the system’s overall efficiency.
Pulling a vacuum is a process of continuously removing air molecules from the chamber and directing them toward the pump. If the connection hardware is not optimized, much of the pump’s potential remains untapped. The key elements influencing performance include:
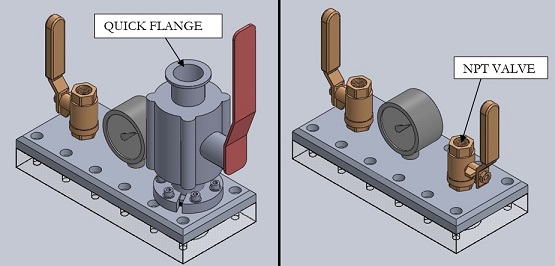
1. Vacuum Chamber Port Size
Port sizes range from 1/4-inch NPT to NW40 (Quick Flange), with larger diameters offering dramatically improved evacuation times. The best way to visualize this effect is by comparing a two-lane highway to a twelve-lane expressway—wider pathways allow for significantly greater flow.
In the rough vacuum range (760 Torr to approximately 300 Torr), port size has a minimal impact on performance. However, as pressure drops below 300 Torr absolute, larger ports such as NW40 begin to exhibit a substantial advantage in maintaining high pumping speeds.
2. Vacuum Valve
The vacuum valve regulates airflow between the chamber and the pump, opening and closing as needed to control evacuation. For optimal performance, the valve should be of the same or nearly the same diameter as the chamber port and vacuum hose to avoid introducing unnecessary restrictions.
3. Vacuum Hose
The vacuum hose serves as the conduit linking the vacuum valve on the chamber to the pump. Both the inner diameter and length of the hose significantly impact overall evacuation performance. Longer hoses introduce additional resistance and reduce pump-down efficiency. To maximize performance, it is recommended to keep the vacuum hose as short as possible, positioning the pump as close to the chamber as practical.
4. Vacuum Pump Inlet Port
The inlet port of the vacuum pump plays a crucial role in determining the system’s efficiency. Light-duty vacuum pumps typically feature 3/8-inch or 1/2-inch NPT ports, whereas heavy-duty pumps often utilize NW25 or NW40 inlet ports. This distinction is vital—two pumps with identical CFM ratings can perform very differently based on their inlet port size. For instance, a 6 CFM heavy-duty vacuum pump equipped with an NW25 inlet will significantly outperform a 6 CFM light-duty pump with a 3/8-inch NPT inlet due to reduced flow restrictions.
To illustrate the importance of inlet size, consider the diameter comparison between a 1/4-inch NPT port (0.46 inches) and an NW40 port (1.6 inches). The NW40 port has a cross-sectional area that is 12.3 times larger than the 1/4-inch NPT port, allowing a vastly greater volume of air molecules to be removed per unit of time. This increased capacity directly translates to faster evacuation and improved overall system performance.
By carefully selecting and optimizing each component in the vacuum connection system, significant improvements in evacuation speed and efficiency can be achieved, unlocking the full potential of the vacuum pump and chamber setup.
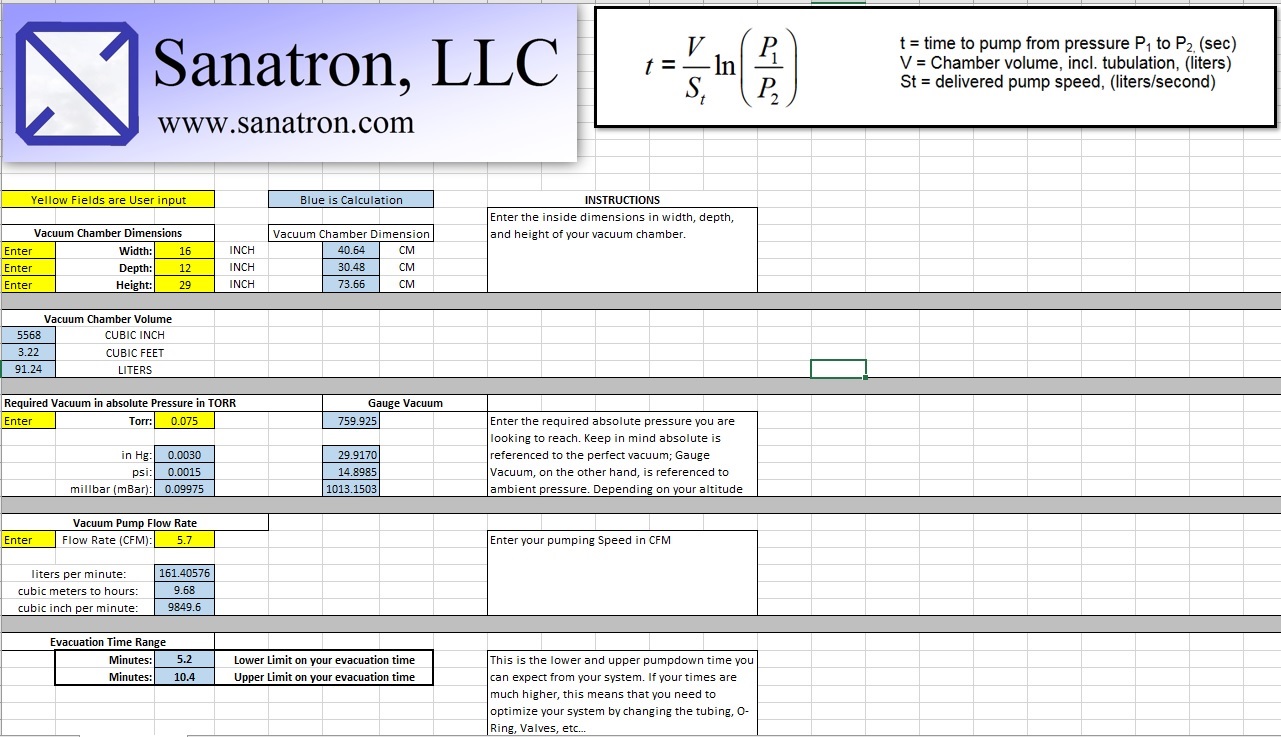
Vacuum Pump Down Calculation
If you are looking to do a quick calculation on how fast a vacuum pump will reach a specified vacuum, please use our vacuum pump down calculator.
The vacuum pump down speed depends on the following criteria:
1. Vacuum Chamber Size – The larger the vacuum chamber, the longer it will take to reach a certain vacuum.
2. Vacuum Pump Flow Rate – the higher the flow rate, the faster a certain vacuum level can be reached.
3. Desired Vacuum Level in Absolute Pressure – the deeper the vacuum level, as in the lower the absolute pressure, the longer it will take to reach it.
4. Connection hardware – which we talked about earlier in previous paragraph.
Click here to download the Vacuum Pump Down Calculator excel sheet
EXCEL SHEET: Vacuum Pump-Down Calculator
To calculate the vacuum pump down time in following steps
STEP 1: Enter the Vacuum chamber dimensions in Width, Depth, and Height
STEP 2: Enter the Required Vacuum Level in absolute pressure
STEP 3: Enter the Vacuum Pump Flow rate in CFM
The Answer will be calculated for you and shown in green. You will notice a range in minutes. The reason it is a range is because the answer is simply an estimate. It is very difficult to calculate the exact evacuation time. If you pump down times are longer than what was calculated, you have an inefficient vacuum pump and you should look into optimizing your vacuum pump or connections.
Another step you may want to take is to look into your connection hardware to make sure that everything is connected properly and there are no leaks present. This also includes your O-Ring and structural integrity of your vacuum chamber walls. Additionally, please check to make sure that your vacuum pump is good and working properly. One thing that also can be the reason for your longer than desired pump-down times is your vacuum measurement instrument. You could have a faulty vacuum gauge that is giving you false readings and therefore making you it look like a bad vacuum system.
In short, if you have an inefficient vacuum system and your pump-down times are taking much longer than what makes theoretical sense, check for:
1. Leaks in your vacuum system
2. Vacuum pump health
3. Your vacuum gauge.
How to Select your Vacuum Pump
Choosing the appropriate vacuum pump requires careful consideration of several key factors to ensure optimal performance for your specific application. One of the most critical parameters to evaluate is the ultimate vacuum, which refers to the lowest pressure the pump can achieve.
1. The Ultimate Vacuum: Ultimate vacuum levels are often expressed in different units such as Torr, mbar, and inches of mercury (inHg). To make accurate comparisons, always ensure that units are converted properly, allowing for an apples-to-apples assessment across different pump specifications.
The ultimate vacuum capability is dictated by the pump's type and internal design. Whether it is an aspirator, sorption pump, single-stage rotary vane pump, or dual-stage rotary vane pump, each technology operates within a specific vacuum range. Understanding the underlying mechanics of these pumps is essential for selecting the right one for your needs.
The vacuum level required depends entirely on the intended application. In some cases, achieving a specific pressure is necessary to simulate particular environmental conditions, such as reaching an altitude equivalent within a vacuum chamber. Fortunately, vacuum levels can be correlated to altitude, providing a reference for determining the necessary pump performance.
For a more precise understanding of altitude equivalency at different vacuum levels, we offer a detailed reference table. Click on the link below to access this information and ensure that your pump selection aligns perfectly with your operational requirements.
2. Pump Flow Rate: When evaluating pump flow rate, it is essential to compare units accurately, as manufacturers may express it in liters per minute, cubic feet per minute (CFM), or cubic meters per hour. Flow rate plays a crucial role in determining how quickly a vacuum can be achieved, especially in larger chambers that require higher air displacement to reach the desired pressure.
A pump with greater flow capacity will generally evacuate a chamber more efficiently, assuming comparable power and design. However, it is important to recognize that flow rate is not constant throughout the evacuation process. As pressure decreases, the pump must work harder to remove the remaining air molecules, resulting in a natural decline in flow rate as vacuum levels increase. This effect is an inherent characteristic of all vacuum pumps and must be considered when selecting a system that aligns with operational requirements.
3. Pump Power: Pump power plays a crucial role in achieving higher vacuum levels, as greater energy is required to extract air molecules that increasingly adhere to the chamber’s interior surfaces. As vacuum depth increases, removing free-floating air molecules becomes progressively easier than extracting those that cling to the walls due to molecular adhesion.
A useful analogy is vacuuming water droplets from a surface. Larger droplets lift effortlessly, while smaller ones require significantly more suction to dislodge. The same principle applies to a vacuum chamber—except instead of water, the pump must overcome intermolecular forces binding air molecules to the chamber walls. To reach deeper vacuum levels efficiently, a pump with higher power output is essential, ensuring sufficient force to extract even the most stubborn residual gases.
4. Pump Quality: This is a very important question that you must ask yourself. It will require you to estimate how you are planning to use your pump. If you intend to use your pump 10 hours per day, 7 days a week, you may want to consider going with a continuous duty vacuum pump as these will last you longer and will run you better for a much longer time. There are drawbacks to getting a vacuum pump from for a couple of hundred bucks because you will be getting a lower quality pump with a much shorter service life. In addition, it is close to impossible to find spare parts or rebuilt kits for the cheaper vacuum pumps. So be aware that even though you may think that you saved yourself $800 by going with a cheap vacuum pump you purchased for $300. In fact, this pump could go out on you after 3 months and cost you much more in the long run - but that all depends on how you intend to use your pump.
5. Pump Duty: Pump Duty refers to the operational ability of the pump. A Light duty pump cannot operate continuously as it is not designed to do so. A light Duty pump can be operated for up to 15 minutes during a one-hour period and no more than 1 hour per day. It is intended for systems that will be used sparingly and sporadically. A medium duty pump is an option above the Light Duty and can be used for up to 30 minutes inside a one-hour period. A medium duty vacuum pump can be operated for several hours per day for an extended period of time. Then you have the heavy-duty industrial vacuum pump which can be run continuously for 24/7.
6. Your Budged: Perhaps this should have been placed on top of the list; however, since we are talking about functionality and not finances, it was placed last on this list. Nonetheless, the cost of your pump is important. You want to get the best bang for your buck and as you have already noticed, the price of a vacuum pump can really start to rack up as you start to add features, specifications, and requirements.
7. Vacuum System Requirements: This means that you may have some system requirements that prevent you from using a rotary vane pump due to oil and water mist emissions. In that case, you may have to go with an oil free vacuum pump. Other requirements may drive you to use an industrial rotary vane pump because you are performing freeze drying operations. As mentioned earlier, you must fully understand your vacuum system application in order to be able to make your vacuum pump selection. It just doesn’t do you any good if you have the wrong vacuum pump for the job ...
Rule of Thumb for Selecting the appropriate Vacuum Pump for your Acrylic Vacuum Chamber
Generally speaking, the highest vacuum that you should expect in an acrylic vacuum chamber is about 0.1 Torr; you may go lower if you use a more powerful pump, but as stated above, acrylic is intended for low vacuum applications.
Vacuum Pump for an Acrylic Vacuum Chamber
The vacuum pump is the single most determinant of the vacuum levels you will achieve in your chamber. The air flow as well as the vacuum pump power will determine how fast and how high of a vacuum you will be able to pull. A good rule of thumb is to take the vacuum volume of the chamber and multiply that by 2.5. This will give you the CFM requirements of your vacuum pump.
Quick Vacuum Pump Requirement Calculation
For chamber volume of 1 cubic foot (28.13 Liters) or less, it is recommended to use a vacuum pump in the 1/4 HP to a 1/3 HP range and a flow rate of 1.5 cubic feet per minute (CFM) to 3.0 CFM. [Note: 1 cubic meter per hour is equal to 0.588577779 cubic feet per minute]. Higher vacuum volume will require a more powerful and a more flowing pump. Even though the pumps described in the paragraph above should work OK, it is recommended to implement a stronger pump. Pumps in the 1/2 HP to 3/4 HP and 3 CFM to 5 CFM will work for this range. For optimal performance, this vacuum volume will require pumps which are in the 3/4 HP and higher range and 7 CFM or higher.
You should reference the table below as a guide for your pump selection. Keep in mind that the table below is more of a rule of thumb than a gospel - you should contact us if you are not entirely sure which pump to use for your system application.
| Acrylic Chamber Volume (cubic feet) | Recommended Vacuum Pump CFM | Recommended Vacuum Pump Horsepower |
| Less than 1 | 3.0 or less | 0.25 (1/4) HP or more |
| 1 to 2 | 3.0 to 5.0 | 0.33 (1/3) HP or more |
| 2 to 4 | 5.0 to 7.0 | 0.50 (1/2) HP or more |
| 4 or more | 7.0 or more | 0.75 (3/4) HP or more |
Recommended Vacuum pump for Clear Vacuum Chamber
A Rotary Vane pump is the way to go in 99% of all systems involving an acrylic vac chamber - as simple as that. Just doing a quick google.com search on rotary vane pumps, you will find that your selection is endless.
The choice of vacuum pump is completely up to you. You must however balance your budged with performance because, as with all things in life, performance comes at a price. Depending on what vacuum level you intend to get and how fast you are looking to get down to a certain vacuum level you should consider the pumps below.
Contact us if you need help selecting your vacuum pump
We have done this long enough to know which pump will work with which acrylic vacuum chamber. You are very welcome to contact us with questions regarding vacuum pumps. And even though we neither carry nor sell vacuum pumps ourselves, we would be happy to assist you with your pump selection.
We have many more resources on our website that you should check out
Our clients prefer to work with us because we are Experts in Custom Fabrication (especially Polymer Fabrication). What are you building? Take a look at the links below and discover some of the cool things we make.


Complete List of Articles Related to Acrylic Vacuum Chambers